
PC-DMIS 2021.1安装包下载:
PC-DMIS 2021.1 安装包下载: 点击下载
PC-DMIS 2021.1 中文帮助下载: 点击下载
PC-DMIS 2021.1 系统要求: 点击查看
PC-DMIS 2022.1 主要新增功能
·几何公差-新评价方法支持 New ASME and ISO standards
1. 新的评价方法
·支持ASME Y14.5-2018 / ASME Y14.5.1-2019
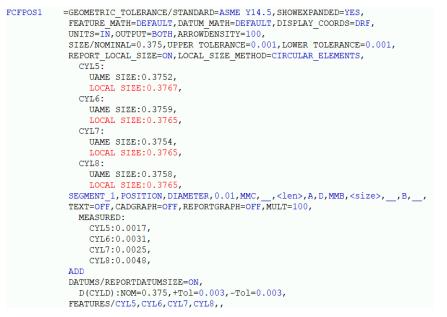
·支持尺寸-非关联包容体尺寸(UAME)和局部尺寸
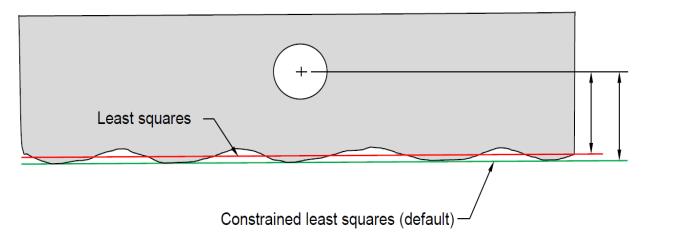
·支持基准的数学计算选项(ASME Y14.5默认的算法或最小二乘法)
· 支持特征的数学计算选项(ASME Y14.5默认的算法或最小二乘法)
· 支持基准和被测要素的报告尺寸选项
· 支持自定义基准约束的自由度u,v,w,x,y,z
· 支持平移修饰符▷、方向公差的切平面修饰符T圈
· 支持动态轮廓度修饰符△和不对称轮廓度符号U圈、轮廓度公差单个实测值
· 支持ISO 14405-1-2016、ISO 1101-2017
· 支持线性尺寸规范修饰符(ISO14405-1)
· 支持全局尺寸和局部尺寸(ISO14405-1)
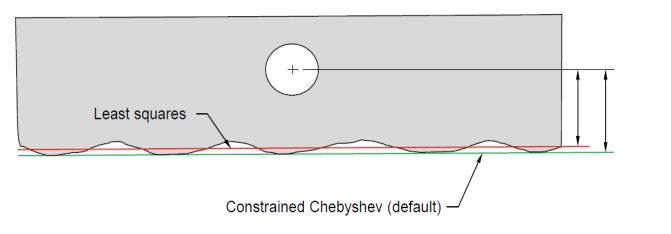
· 支持基准特征的新数学计算选项(ISO 5459默认算法,约束L2法或最小二乘法)
· 支持自定义基准约束的自由度u,v,w,x,y,z
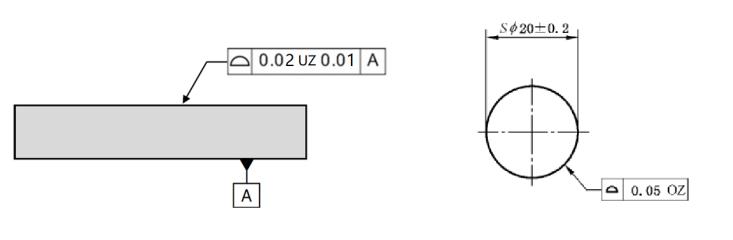
· 支持轮廓度不对称公差带符号UZ和偏置公差带符号OZ
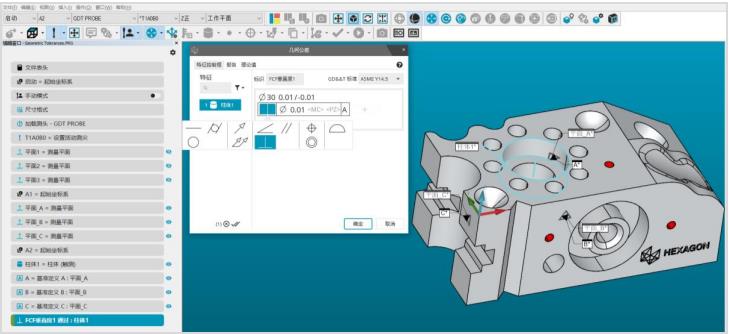
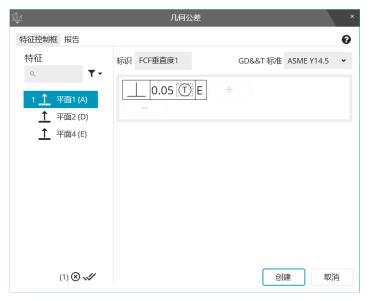
2. 新几何公差命令全面取代FCF/XactMeasure命令。有以下新特性:
·在编辑窗口中显示实测值,方便操作者直观查看测量结果。
·增加了基准和被测特征的计算方式
-ASME Y14.5 -2018基准在RMB时根据Y14.5.1 -2019计算方法默认的是约束的最小二乘法
-ISO 1101: 2017 基准根据ISO 5459法使用的计算方法默认的是约束的最小区域方法
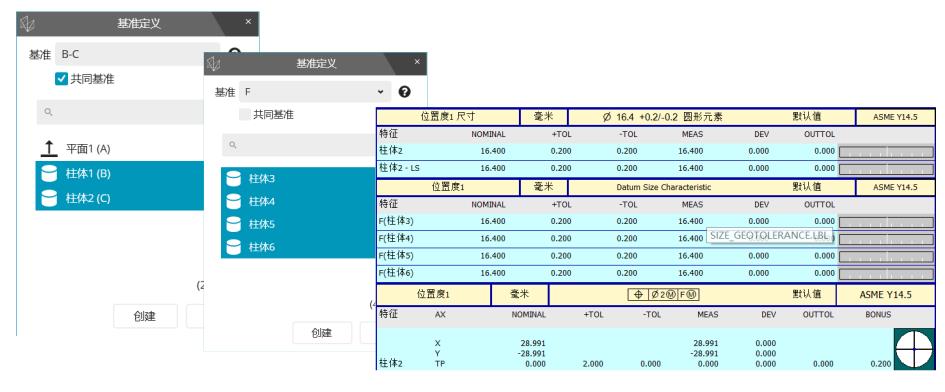
3. 增强了基准定义的功能;
· 增加公共基准的定义
· 增加了要素组做基准的定义
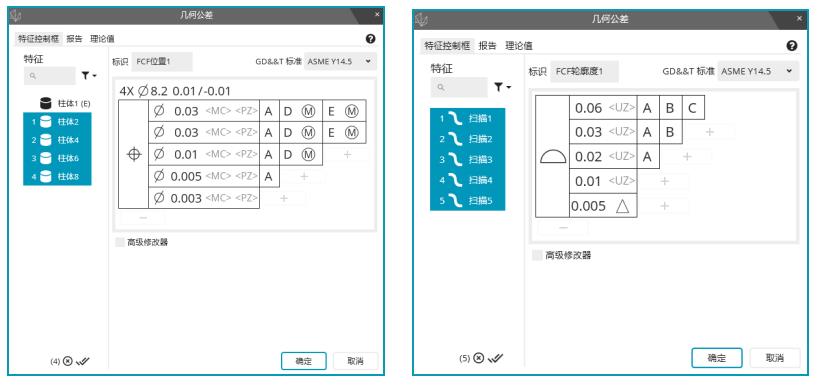
4. 扩展了复合位置度和复合轮廓度的特征控制框,最多支持5行复合特征控制框,显著改善评价易用性
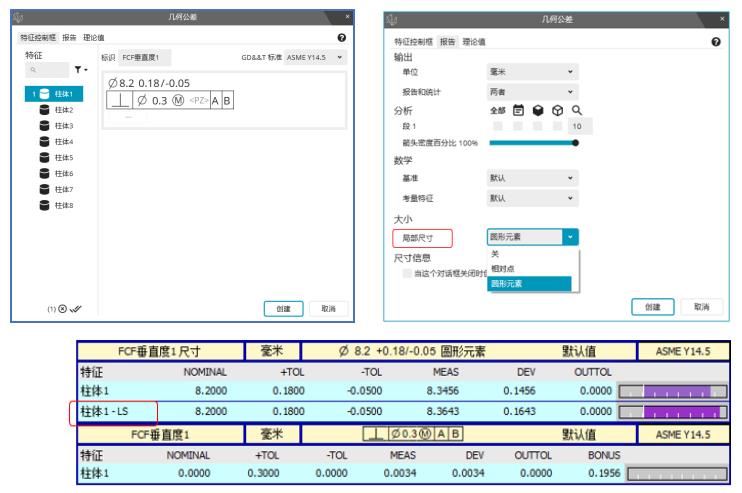
5. 所有的几何公差(除轮廓度和平面度外)支持评价两种尺寸特性:包容尺寸和局部尺寸
6. 轮廓度计算更新
·几何公差廓度评价遵循ASME Y14.5 – 2018和ISO 1101: 2017
· 支持动态轮廓度(遵循ASME Y14.5 – 2018和Y14.5.1 - 2019)
· 支持UZ和OZ修饰符号(遵循ISO 1101-2017)

7. 轮廓度新符号
· ASME 动态轮廓度符号△和不对称轮廓度符号U圈
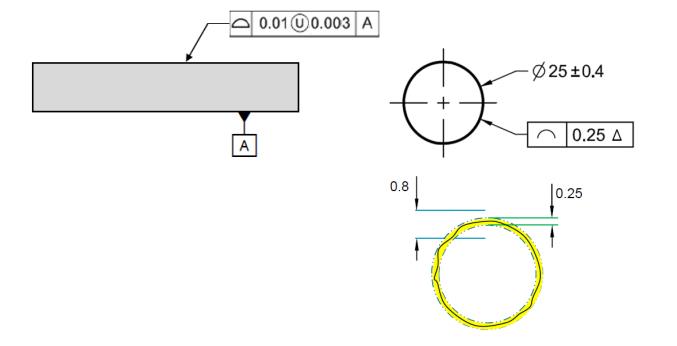
·ISO新符号不对称公差带符号UZ和偏置公差带符OZ
8. 圆柱度评价
·评价算法增强支持直接评价圆柱体的圆度,以前必须分别测量圆进行评价;
· 自动对每个横截面进行评估,并报告最差横截面的圆度。

9. 新增切平面T圈符号
·方向公差的倾斜度、平行度、垂直度支持切平面修饰符T圈符号
10.同时性评价
· 支持位置度和轮廓度的同时性评价
· 同时性评价对话框在选择第一个评价后,自动过滤同类项(相同基准顺序与实体条件要求的 尺寸)简化操作难度。

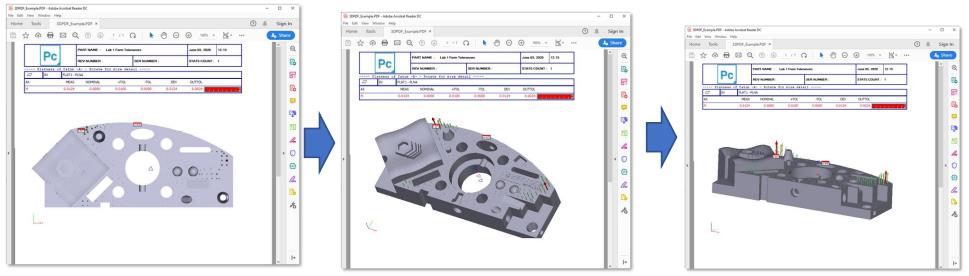
·3D PDF 报告
3D PDF报告允许用户以图形方式与报告交互,它将三维分析视图存放于报告中,用户可以在报告中
旋转和缩放零件图像,查看所需信息自动合并所有分析图形,无需打印多页
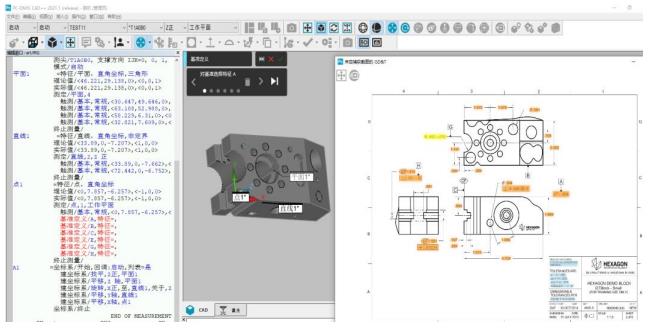
·MBD 技术-三维数模辅助测量
利用OCR图像文字识别技术,PC-DMIS能够自动识别2维图纸上的标注及尺寸,并将这些标注和尺 寸智能转换成为测量程序。 GD&T捕获包括GD&T选择模式(来自CAD)、GD&T选择模式(来自捕获)、GD&T选择模式(来 自文件)三种模式。
• 来自捕获的文档要求:
1.OCR 检测最适用于至少 300 DPI。分辨率越低,结果就越不准确。
2.打开图像并将其放在 PC-DMIS 旁边。为获得最佳效果,请使用单独的显示器。
3. 在电子文件或绘图上,放大到足够近。如果文本的缩放级别不高,则 OCR 检测可能会产 生不太准确的结果。
4. 导入所需的 GD&T 公差后,请检查 PC-DMIS 生成的 FCF 命令并进行所需的更正。
• 比之前的版本新增功能:
1. 添加了气球式便笺识别
2. 增加了正负尺寸识别
3. 标题栏图形单位的识别
4. 标题栏、默认公差的识别
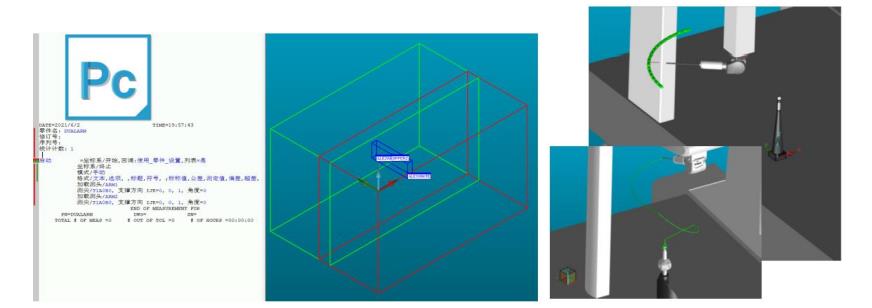
·测头安全自动校验
计算并检查测头是否与机器结构(台面、支撑腿、悬臂等)发生碰撞;并根据碰撞检查,自动添加 所需的移动点,保证整个校验的过程安全有效。 此功能在校准的时候自动进行碰撞检查,当软件判断测头会发生碰撞时,会自动中断程序。
· 优化路径算法
· 支持水平悬臂机器
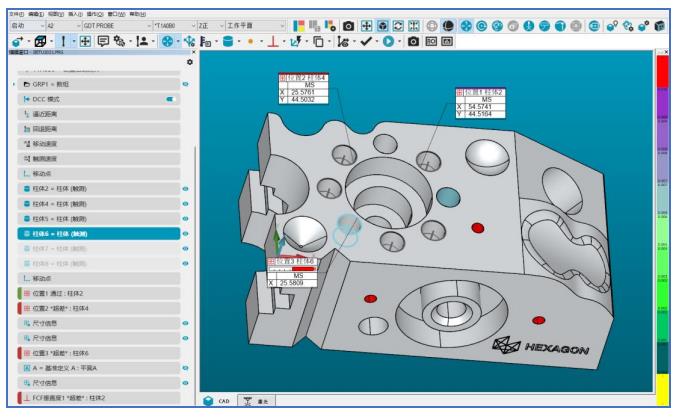
·概要模式升级
• 增加便捷化操作按钮
1.手动/自动测量模式一键切换
2.快速隐藏特征及标签,适用于单个特征、多个特征和组
• 直观、可视化显示
1.直观显示尺寸是否合格
绿色:合格 红色:超差
2.箭头便于识别正在执行的命令
3.标记/清除标记以灰度显示区分
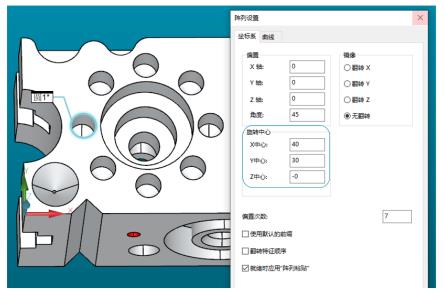
·升级阵列粘贴模式
• 增加以旋转中心阵列粘贴
1. 创建被阵列特征
2. 使用鼠标左键快捷拾取CAD上的旋转中心,或输入旋转中心数值
3. 粘贴时,将围绕旋转中心阵列其他特征
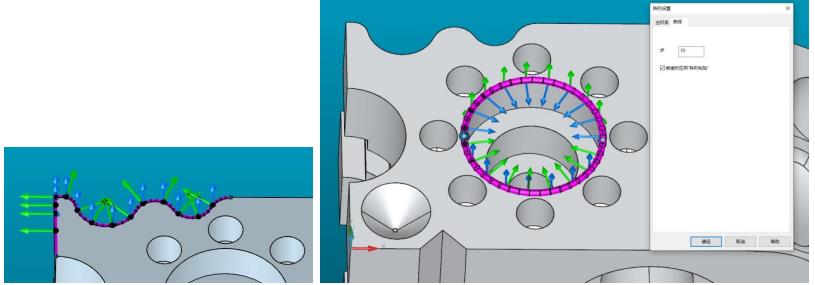
• 增加按用户定义曲线阵列特征的功能
1. 可以使用CTRL+鼠标选择多段曲线,也可删除曲线
2. 曲线需要连续
3. 按照设定间距,等间距阵列特征
·Inspect 扫码测量
• 可对测量程序设置与条形码关联,实现扫描后自动调用对应测量程序。与操作员手动选择程序和报告 相比,速度更快且不易出错。
• 关联时可对条形码设置部分屏蔽,将条形码代表工件序列号部分屏蔽。
• 可从条形码中提取跟踪信息,并作为变量输入测量例程。

·Protect-合规的程序认证和保护
三级成员操作划分优化
• 操作人员 :
1. 仅可执行已验证测量程序,不可进 行修改。
• 程序编辑人员
1. 具备新建测量程序、执行程序等完整PC-DMIS功能。
2. 可对已验证测量程序进行更新修改。
3. 不可对程序进行验证,需提交至程序审核人员验证。
• 程序审核人员
1. 具备新建测量程序、执行程序等完整PC-DMIS功能。
2. 可对程序编辑者提交的测量程序进行验证。
3. 不可对非本账号创建的验证程序进行修改。
• 程序编辑人员可将对已验证程序的增删修改保存在已验证程序中,操作人员打开后仅可看到并执行增 删修改前的已验证程序内容。
• 程序审核人员对由程序编辑人员进行的程序增删修改批准验证后,操作人员可执行最新验证的程序, 如果不批准验证,可选择是否一键恢复修改内容。
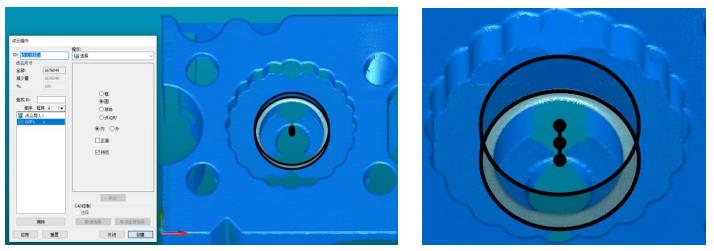
·点云选择
• 使用“点云选择”功能时,增加了图形化操作方法,可使用鼠标便捷选择或拖动,更改边界形状、选择区 域位置和选择区域中心及深度
1. 选中的点云高亮突出显示,便于操作人员查看
2. 单击并拖动边界点以更改形状
3. 单击并拖动中间点以移动选择区域
4. 单击并拖动中心端点以定义深度范围
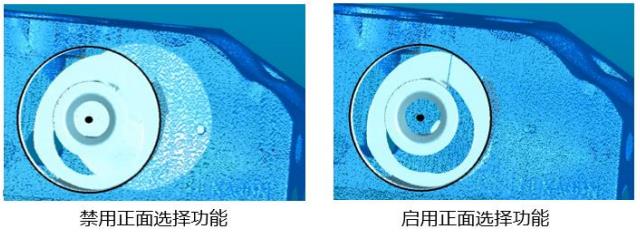
·点云 / 网格选择
• 在“点云选择”和“网格选择” 中增加了“正面”复选框。
1. 如果只想在选择视图中选择正面的点,可以启用此复选框。
2. 禁用此复选框时,将选择前视图和后视图中的点。
3. 对选取内部点云/网格特征有显著优化
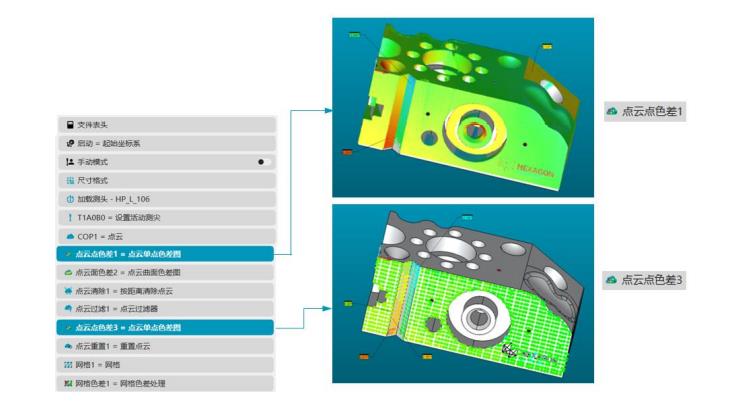
·点云色差图
·点云色差图跟随光标实时显示
1.当测量程序中存在多个色差图,移动光标位置即可实时显示当前色差图及其颜色、标签设置,无需用 户从色差图组合框中手动选择希望显示的色差图。
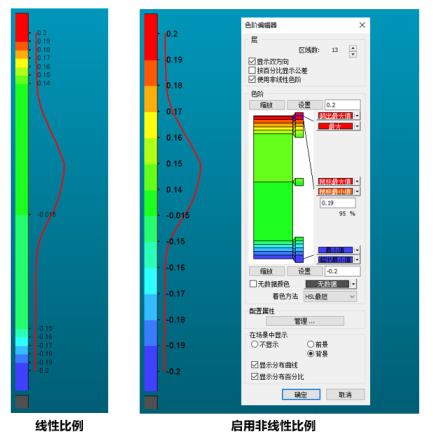
·增加非线性颜色比例
1. 在点云色差图的“色阶编辑器”中,增加使用非线性比例选项。
2. 通过定义分区数量及每个区域的公差值,启用非线性比例,可使色差分布比例在图形窗口或报告中更 具可读性,帮助用户更容易的判断产品误差分布。
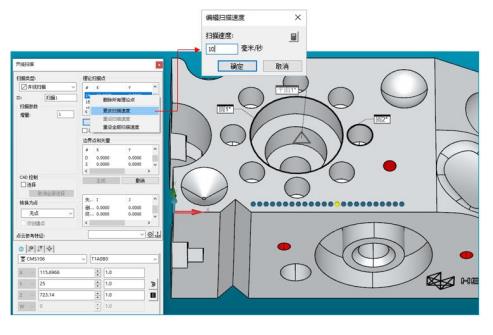
·激光变速扫描
• 对于大型零件如飞机和汽车,可减少扫描时间,扫描灵活性大大增强。支持HP-L激光测头。
• 对于开线扫描、曲面扫描和周边扫描,可以在理论扫描点处设置不同扫描速度。激光测头扫描时越过 该点后以设定速度扫描。
• 有助于节省扫描时间
1. 对需要提取特征的区域,可以降低扫描 速度,收集更多点;
2. 对不需要提取特征的区域,可以提高扫 描速度,收集较少的点。
·二维激光特征提取优化
• 对于内部有扫描数据的二维特征,提取时增加从内部定义剪裁区域的功能。
1. 无需用户手动操作去除二维特征内的数据
2. 对于距离较小的同心圆,可快捷设置剪切参数,易于操作
3. 内部裁剪功能直接在特征中应用,不会增加测量程序命令
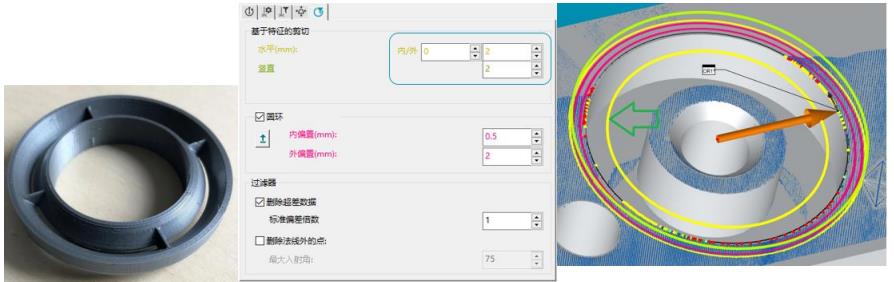
• 在提取二维激光特征时,用户可以直接选择所需的投影平面;
• 编程时间缩短,无需用户先创建投影面,再通过构造获得特征;
• 精度提升,以前版本中,投影平面只能从被测量特征旁的矩形区域中提取,现在则是从特征周围定义 的整个环形带区域中提取。

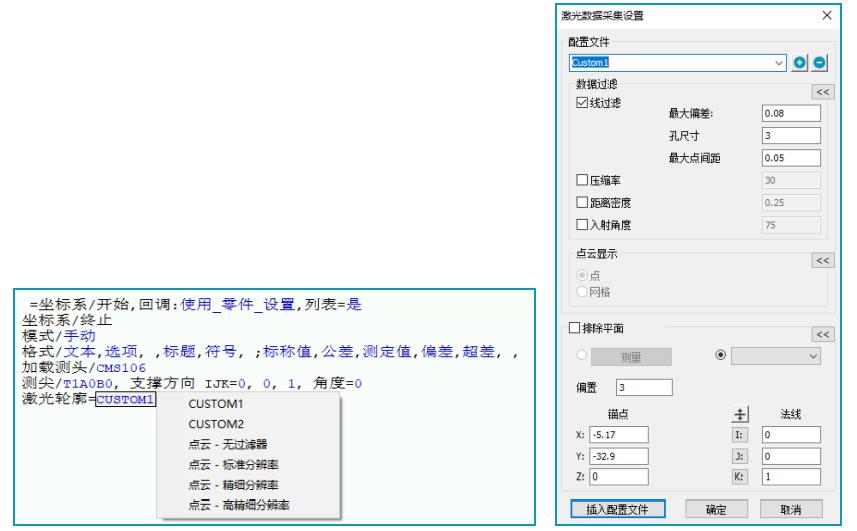
·激光扫描配置文件
• 用户可在激光数据采集设置对话框中,定义激光扫描配置文件,并可将配置文件插入到测量程序中。
1. 支持配置多个激光扫描文件
2. 可在程序中十分便捷的选用不同激光扫描文件,软件将自动调用该配置,无需手动切换
• 对于希望重新运行测量程序,并以一致方式扫描数据的激光用户十分有帮助
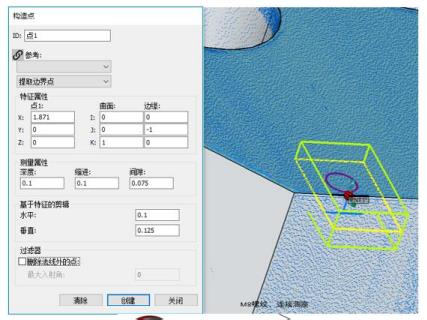
·其他激光点云功能提升
• 增加网格选择和重置命令。

• 构造点中增加“提取边界点”,可以从点云中提取棱 边点,支持复制/粘贴和复制/阵列粘贴。
• 新构造的提取边缘点扩展了自动激光边缘点的能力。
·HP-TMe & HP-THDe 触发传感器
• HP-TMe触发传感器
1. 新测头无裙边,降低了异常碰撞损坏测头的风险
2. 新测头优化了结构设计,增加了模块寿命
3. HP-TMe可以与TP20传感器及模块相兼容,实现互换使用
• HP-THDe触发传感器
1. 光学感应机械设计提高了测量的重复性,和精确的3D形状测量
2. 结实的结构设计,防损性更佳
·HP-OW 非接触传感器
• HP-OW非接触传感器基于光谱共焦技术,不受产品表面颜色、材质、反射率、透明度影响,可用于微 小曲面的形貌测量,可测量透明、反光、漫反射表面产品,也可测量玻璃、透镜的厚度。
1. 光纤集成在测头中,测头可自由移动
2. 螺旋式扫描校验,校验时间大大缩短
3. 多个产品型号,增加可选性
4. 配置自动更换架,可与扫描测头、触发测头自动切换

·Profiler R 粗糙度扫描传感器
• PC-DMIS第一次引进粗糙度测量并支持粗糙度传感器,拓宽了CMM 应用领域。使得用户能够在CMM上同时检测粗糙度和几何量尺寸。
1. PC-DMIS界面简洁友好,用户只需一键即可创建粗糙度扫描命令
2. 粗糙度评价命令提供粗糙度轮廓、波纹轮廓和主轮廓评价,提供轮廓绘制,并出具或到处SVG格式的一页绘制报 告
3. 粗糙度结果可以导出到Q-DAS软件进行数据分析
4. PC-DMIS支持4个不同配置的传感器,水平传感器可配置转台
5. PC-DMIS支持由Breitmeier Messtechnik公司制造的无滑动粗糙度传感器,该传感器可安装在两轴无极旋转手腕上。

·Travel Rack 更换架
• Travel Rack更换架安装在三坐标测量机主腿位置,并随导轨一起移动。
1. 更换架不占用测量空间
2. 测头距离更换架更近,更换时间短,效率高
3. 多种尺寸更换架可完美匹配多种机型

·ATS600 激光跟踪仪
• ATS600激光跟踪仪新增线扫描功能。
1. 可以从菜单栏中插入线扫描(插入->扫描->线扫描),或者从跟踪仪测量工具栏中点击线扫描按钮。
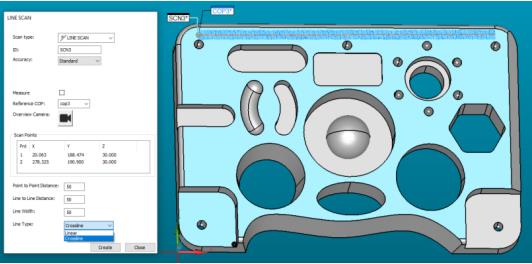
2. 线扫描使用了曲面探测来扫描直线与交叉线,测点数据以点云形式存储,点云的扫描参数在全景相机中设置。
3. 如果已经与CAD模型做好了对齐,可以直接在CAD模型上定义线扫描路径。
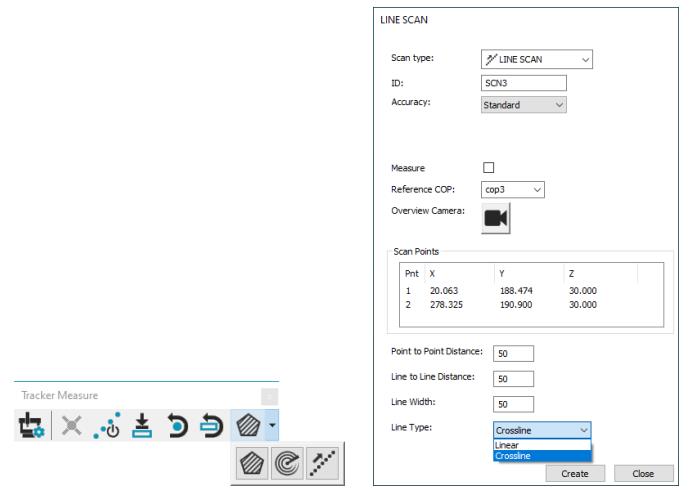
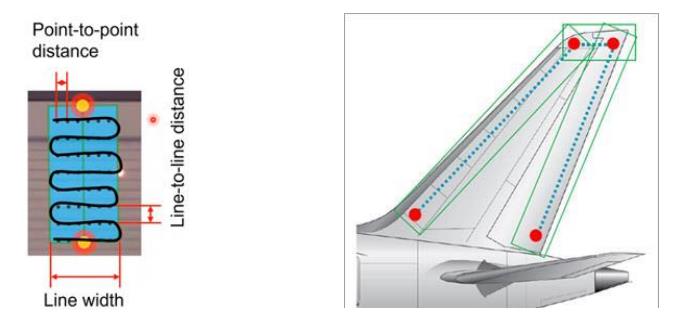
• 线扫描有两种模式:
1. 交叉线扫描:此模式驱动ATS600光束以“之字形”路线收集点云。此方法可以非常有效的使用点云进行横截面分析。
2. 直线扫描:该模式适应于测量边缘或者直线。如果激光跟踪仪正对于测量对象且只需要测量直线,就可以在全景 相机中画出扫描线并设置扫描线宽。 光束会按照最快的路径扫描规划好的路径点(会有圆弧过度),而不是精确 地沿着设定好的路线移动。如果希望精确地沿着每条规划的线测量,需将先线宽设置为最小值(0.5mm)。
• 如果已经与CAD模型做好了对齐,可以在直接CAD模型上定义线扫描路径。
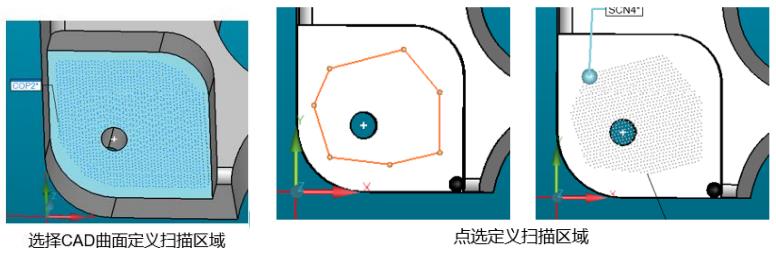
• ATS600激光跟踪仪现在可以基于CAD模型定义扫描区域。
1. 可以从菜单栏中插入区域扫描(插入->扫描->区域扫描),或者从跟踪仪测量 工具栏中点击“区域扫描按钮”,进入区域扫描设置界面。
2. 在CAD模型上定义需要扫描的区域。或者,在“CAD 元素”功能区,先勾选 “Select”,然后在CAD曲面上选择特定的CAD曲面。
3. 与线扫描一样,也需要在全景相机中设置区域扫描的参数。
4. 注:在选择区域或者CAD曲面之前,必须先对齐CAD模型。

• 在CAD模型上不同位置单击,定义扫描区域。要删除单击的点,请使用 “ALT和减号(-)”组合键。
• 可以直接选择一个或者多个CAD曲面进行扫描。“增长-收缩宽度”功能可被应用于CAD模型的所有内、 外边界,来对扫描区域进行偏置,以增大或缩小扫描区域。
·便携式关节臂-优化测点触发引导测量显示功能
1.当用户使用便携式设备测量手动或自动的点触发测量,在“测头读 数设置”对话框中启用“到目标的距离”和“自动缩放”选项启用后,缩 放显示效果得到了进一步优化。
2. 当测针位于区域外时,触发半径为黄色;
3. 当测针位于区域内时,触发半径变为绿色。
4. 可通过隐藏测头,获得更好的视觉指导效果。
·RomerRDS 接口的便携式关节臂
• 对于使用RomerRDS接口便携式关节臂,在“编辑测头数据”对话框中新增测头校准日期和校准时间。
• 允许用户使用变量PROBEDATA (“日期”)和PROBEDATA(“时间”)命令,自动访问校准日期和时间。

·DCT&DCI 的 提 升
• 增加了对CREO 7.0的支持
• 增加了NX 对NX 1926的支持

更多新增功能,敬请下载体验了解!

海克斯康制造智能
热线电话(工作时间8:30-17:30)
